






Die Bezeichnung „Laser” ist ein Kunstwort, welches das Funktionsprinzip Light Amplification by Stimulated Emission of Radiation, also die Lichtverstärkung durch den physikalischen Prozess der stimulierten Emission von Strahlung, treffend beschreibt. Dadurch können genügend hohe Strahlungsleistungen (Photonenanzahl mal ihrer Energie pro Zeit) technisch realisiert werden, um Metalle mit optischer Strahlung zu schneiden oder zu schweißen.
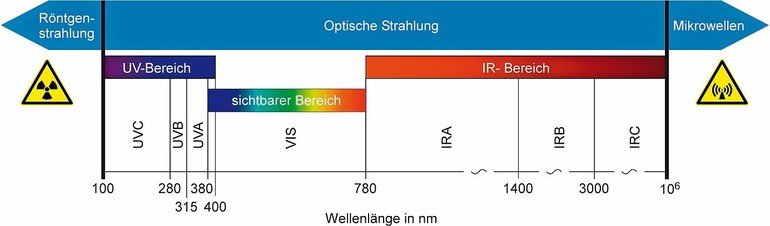
Von „optischer Strahlung“ spricht man bei Wellenlängen zwischen 100 nm und 1 mm, siehe Abbildung 1. Licht, oder besser für den Menschen sichtbare Strahlung deckt hierbei nur einen sehr kleinen Spektralbereich ab. Darüber hinaus gibt es auch Laser im ultravioletten (UV, zum Beispiel Excimerlaser) oder im infraroten (IR, zum Beispiel CO2-Laser) Wellenlängenbereich. Wesentliche physikalische Größe bei der Charakterisierung optischer Strahlung ist neben ihrer Energie (⩠ Wellenlänge beziehungsweise Frequenz) auch die sogenannte konstruktive Interferenzfähigkeit (Kohärenz), die bei inkohärenter optischer Strahlung (IOS, zum Beispiel von Lampen), im Gegensatz zu kohärenter Laserstrahlung, nicht vorhanden ist.
(Unter-) Gesetzliches Regelwerk
Kohärenz hat auch bei der Bewertung optischer Strahlung am Arbeitsplatz einen wesentlichen Einfluss. Grundlegendes Dokument hierfür ist die Europäische Richtlinie 2006/25/EG [1], die neben „Mindestvorschriften zum Schutz von Sicherheit und Gesundheit der Arbeitnehmer vor der Gefährdung durch physikalische Einwirkungen (künstliche optische Strahlung)“ auch Expositionsgrenzwerte (EGW), getrennt nach IOS und Laserstrahlung, enthält. Die nationale Umsetzung der EU-Richtlinie erfolgte 2010 durch die „Arbeitsschutzverordnung zu künstlicher optischer Strahlung – OStrV“ [2], die zuletzt im Oktober 2017 geändert wurde. Zur Konkretisierung der OStrV-Anforderungen wurden Technische Regeln zu Optischer Strahlung (TROS) erarbeitet, welche wiederum separat für inkohärente optische Strahlung (TROS IOS [3]) und Laserstrahlung (TROS Laserstrahlung [4]) vorliegen.
Neben den Technischen Regeln, die die Vermutungswirkung auslösen und somit für den Anwender Rechtssicherheit bieten, gibt es im untergesetzlichen Regelwerk zum Beispiel noch die DGUV Vorschrift 11 „Unfallverhütungsvorschrift Laserstrahlung“ [5] oder das BG Informationen Spezial „Betrieb von offenen Laser-Einrichtungen zur Materialbearbeitung mit Handführung oder Handpositionierung“ [6]. Aufgrund ihrer hohen Anzahl fehlen laserspezifische Normen in dieser Auflistung, das Plakat „Vorschriften und Maßnahmen zur Lasersicherheit“ [7] gibt aber zumindest eine Übersicht der relevantesten Normen wieder (siehe Kasten rechts). Die Trennung der Vorschriften und Regelungen nach IOS und Laserstrahlung sind ein sinnvoller Ansatz, um Gefährdungen durch optische Strahlung zu beurteilen. Neue Erkenntnisse bei der Lasermaterialbearbeitung zeigen jedoch, dass hier beide Strahlungsarten betrachtet werden müssen.
Optische Strahlungsbelastung beim Schweißen
Von 2015 bis 2018 führte die Bundesanstalt für Arbeitsschutz und Arbeitsmedizin (BAuA) ein dreiteiliges Forschungsprojekt durch mit dem übergeordnetem Ziel der Verbesserung des Schutzes von Beschäftigten an und in der Nähe von Schweißarbeitsplätzen vor Gefährdungen durch optische Strahlung. Dabei wurde zunächst die Emission optischer Strahlung von Schweißlichtbögen in Abhängigkeit diverser Prozessparameter untersucht [8]. Die Ableitung mathematischer Emissionsmodelle [9] führte dann zur BAuA-Handlungshilfe „Drehscheibe Lichtbogenschweißen“ [10], die über die BAuA-Homepage bezogen werden kann (siehe Kasten rechts).
Forschungsinhalt war aber auch die Untersuchung der IOS-Emissionen beim Faser- und beim CO2-Laserschweißen von Bau- und Edelstahl (S235, CrNi) sowie von Aluminium (Al), insbesondere unter Variation der Laserleistung. Da der hochenergetische Laserstrahl beim Auftreffen auf das Werkstück ein Plasma ähnlich dem beim Lichtbogenschweißen erzeugen kann, liegt die Vermutung nahe, dass arbeitsschutzrelevante UV-Expositionen möglich sind.
Expositionsgrenzwerte
Entscheidende Messgröße bei den experimentellen Untersuchungen ist die Bestrahlungsstärke E, welche die detektierte Strahlungsleistung pro Fläche wiedergibt. Für inkohärente UV-Strahlung kann dann mit E ein Vergleich bezüglich des EGW, gegeben in Bestrahlung H, über Heff = Eeff · teff = 30 Jm‑2 [1] erfolgen und somit die maximal zulässige Expositionsdauer (MZE), teff, berechnet werden. Der Index „eff“ für „effektiv“ kennzeichnet hierbei, dass die gemessenen spektralen Bestrahlungsstärken mit der häufig als „Arbeitsschutzkurve“ bezeichneten Wirkungsfunktion S(λ) gewichtet sind.
Auf ähnliche Weise können Gefährdungen durch sichtbare Strahlung, die sogenannte Blaulichtgefährdung (engl. Blue Light Hazard, BLH), beurteilt werden, wobei der BLH-EGW, EB = 100 s/tB Wm‑2 [1] für kleine Quellen direkt in Bestrahlungsstärke vorliegt. Die Berücksichtigung der relativen spektralen Empfindlichkeit des menschlichen Auges gegenüber einer fotochemischen Netzhautschädigung geschieht durch Wichtung mit der B(λ)-Funktion. In Analogie zur UV-Strahlung erhält man damit die maximal zulässige Expositionsdauer tB.
Infrarote Strahlungsanteile spielen beim CO2-Laserschweißen kaum eine Rolle. Auch beim Faserlaserschweißen, nach Abzug der Laserlinie, sind diese MZE deutlich länger als die der UV- und sichtbaren Strahlung, letztere sind also restriktiver. Zu beachten ist, dass mit steigender Laserleistung das Strahlenbündel immer tiefer in das Werkstück eindringt, das entstehende Plasma abgeschirmt und somit die detektierten Bestrahlungsstärken kleiner werden können.
Schweißen mit Hochleistungslasern
Die Ergebnisse der Bestrahlungsstärkemessungen beziehungsweise die daraus abgeleiteten MZE für UV- und sichtbare Strahlung sind in Tabelle 1 auf Seite 20 erfasst. Dabei beziehen sich alle MZE auf einen Abstand von 50 cm zur Strahlungsquelle.
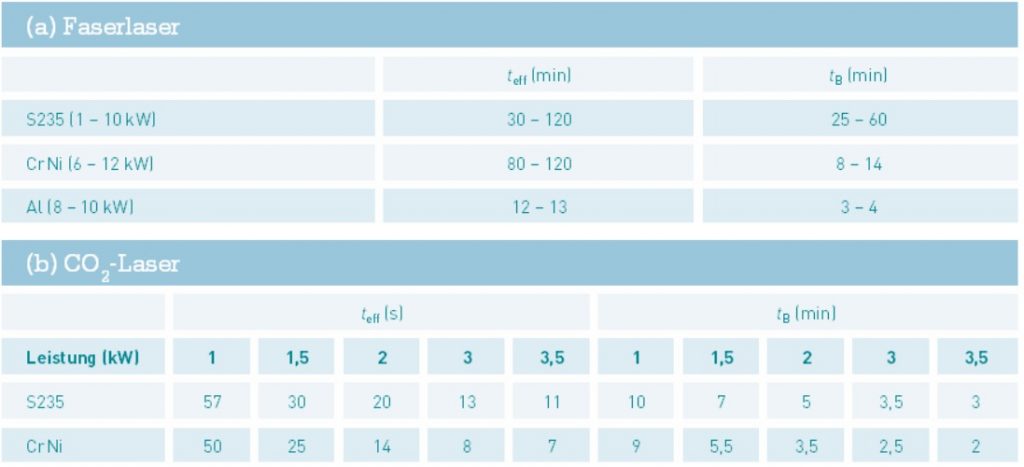
Tab. 1: MZE für den UV- und sichtbaren Spektralbereich (a) beim Faserlaserschweißen von S235, CrNi und Al sowie (b) beim ‧CO2-Laserschweißen von S235 und CrNi.
Zunächst wurde in Schritten von 1 kW Laserleistung die Strahlungsemission beim Faserlaserschweißen von S235 detektiert. Hierbei bewegen sich die MZE im Bereich von 25 Minuten bis zu zwei Stunden. Darauf aufbauend fokussierten sich die anschließenden Untersuchungen an CrNi und Al auf hohe Laserleistungen und es zeigte sich, dass insbesondere der EGW für sichtbare Strahlung im einstelligen Minutenbereich überschritten werden kann. Aber auch die beim Schweißen von Al emittierte UV-Strahlung stellt mit MZE von 12 bis 13 Minuten eine große Gefährdung für einen acht Stunden Arbeitstag dar.
Die Situation verschlechtert sich dramatisch für einen Arbeitsplatz mit CO2-Materialbearbeitungslaser. Während die MZE für sichtbare Strahlung auch hier im niedrigen Minutenbereich liegen, werden die UV-EGW teils in weniger als zehn Sekunden überschritten. Dabei geht das Schweißen von S235 mit geringfügig kleineren IOS-Emissionen und damit längeren MZE einher als im Vergleich mit CrNi.
Zusammenfassend lässt sich festhalten, dass neben dem Schutz vor Laserstrahlung insbesondere bei der CO2-Lasermaterialbearbeitung auch Schutzmaßnahmen (STOP-Prinzip) vor zu hohen UV-Expositionen getroffen werden müssen, da hier MZE ähnlich wie beim Wolframinertgasschweißen (WIG) auftreten können.
Handgeführte Materialbearbeitungslaser
Und wie sieht die Situation bei handgeführten Materialbearbeitungslasern aus, wo die häufig aufgrund der besseren Haptik ungeschützten Hände sich im Abstand von circa 5 cm zum Fokuspunkt befinden? Eine Verringerung des Abstands zur Quelle um einen Faktor 10 (50 cm — 5 cm) ist gemäß dem photometrischen Abstandsgesetz mit hundertfach kleineren MZE verbunden, die dann, basierend auf den in Tabelle 1 gezeigten Werten, teils im Millisekundenbereich liegen würden. Im Gegensatz dazu sind die typischerweise verwendeten mittleren Laserleistungen deutlich kleiner als 1 kW und entsprechend längere MZE sind zu erwarten.
Erste exemplarische Messungen an einem gepulsten Nd:YAG-Laser (Wellenlänge 1064 nm, mittlere Leistung 40 W), bei dem das Werkstück (Baustahl) handpositioniert wird, bestätigen den Verdacht hoher UV-Expositionen. Bei einer Spitzenimpulsenergie von 2 kW wurde im Abstand von circa 7 cm zum Fokuspunkt eine gewichtete UV-Bestrahlungsstärke von Eeff = 435 mWm‑2 gemessen. Im Vergleich mit dem UV-EGW von Heff = 30 Jm‑2 bedeutet das bei einer Impulsdauer von fünf Millisekunden eine EGW-Überschreitung nach etwa 70 Sekunden beziehungsweise circa 14.000 Pulsen oder knapp einer Betriebsstunde (Impulswiederholfrequenz = 4 Hz).
Arbeitsmedizinische Vorsorge
Grundsätzlich sieht die „Verordnung zur arbeitsmedizinischen Vorsorge (ArbMedVV)“ [14] für Beschäftige an Arbeitsplätzen mit eingehaustem Laser (Laserprodukte der Klasse 1 nach DIN EN 60825–1, siehe Plakat „Vorschriften und Maßnahmen zur Lasersicherheit“) keine Pflicht- oder Angebotsvorsorge, sondern nur eine Wunschvorsorge vor, sofern Gefährdungen durch Laserstrahlung nicht vollständig ausgeschlossen werden können. Bei Auftreten beziehungsweise Emission von IOS, wie bei den in diesem Beitrag beschriebenen Fällen, besteht hingegen arbeitsmedizinischer Vorsorgeanlass und der Arbeitgeber muss die Pflicht- beziehungsweise Angebotsvorsorge sicherstellen, je nachdem ob entsprechende EGW überschritten sind oder überschritten werden können.
Forschungsbedarf
Diese Ergebnisse sollen zeitnah in die Anfang 2019 erscheinende DGUV-Information „Handlungshilfe für die Gefährdungsbeurteilung beim Betrieb von offenen Laser-Einrichtungen zur Materialbearbeitung mit Handführung oder Handpositionierung (HLG)“ integriert werden. Außerdem sind weitere umfangreiche experimentelle Untersuchungen insbesondere an gepulsten handgeführten Materialbearbeitungslasern in Planung, bei denen unter anderem die Laserleistung bei verschiedenen Schweißmaterialien variiert und die entstehenden UV-Emissionen detektiert werden soll.
Literatur
- Richtlinie 2006/25/EG des Europäischen Parlaments und des Rates vom 5. April 2006 über Mindestvorschriften zum Schutz von Sicherheit und Gesundheit der Arbeitnehmer vor der Gefährdung durch physikalische Einwirkungen (künstliche optische Strahlung) (19. Einzelrichtlinie im Sinne des Artikels 16 Absatz 1 der Richtlinie 89/391/EWG). Amtsblatt der Europäischen Union L 114, 38–59 (2006). http://eur-lex.europa.eu/legal-content/EN/ALL/?uri=CELEX:32006L0025
- Verordnung zum Schutz der Beschäftigten vor Gefährdungen durch künstliche optische Strahlung (Arbeitsschutzverordnung zu künstlicher optischer Strahlung – OStrV). Bundesgesetzblatt I S. 960 (2010). Zuletzt geändert am 18.10.2017. www.bmas.de/DE/Service/Gesetze/arbeitsschutzverordnung-optische-strahlung.html
- Bundesministerium für Arbeit und Soziales (BMAS), Technische Regeln zur Arbeitsschutzverordnung zu künstlicher optischer Strahlung (TROS Inkohärente optische Strahlung). Gemeinsames Ministerialblatt 65–67, 1302–1379 (2013).
www.baua.de/DE/Angebote/Rechtstexte-und-Technische-Regeln/Regelwerk/TROS/TROS.html - Bundesministerium für Arbeit und Soziales (BMAS), Technische Regeln zur Arbeitsschutzverordnung zu künstlicher optischer Strahlung (TROS Laserstrahlung). Gemeinsames Ministerialblatt 12–15, 211–305 (2015). www.baua.de/DE/Angebote/Rechtstexte-und-Technische-Regeln/Regelwerk/TROS/TROS.html
- Berufsgenossenschaft Energie Textil Elektro und Medienerzeugnisse (BG ETEM), DGUV Vorschrift 11, Unfallverhütungsvorschrift Laserstrahlung (bisher BGV B2), aktualisierte Nachdruckfassung. (2007).
- Berufsgenossenschaft Energie Textil Elektro und Medienerzeugnisse (BG ETEM), Betrieb von offenen Laser-Einrichtungen zur Materialbearbeitung mit Handführung oder Handpositionierung. BG Informationen Spezial 1, 1–6, (2008).
- Berufsgenossenschaft Energie Textil Elektro und Medienerzeugnisse (BG ETEM), Plakat Vorschriften und Maßnahmen zur Lasersicherheit. Stand April 2017.
- S. Bauer, G. Ott, M. Janßen, M. Schmitz und U. Mückenheim, Optische Strahlenbelastung beim Schweißen – Erfassung und Bewertung. baua: Bericht (2017). doi: 10.21934/baua:bericht20170523
- S. Bauer, M. Janßen, M. Schmitz und G. Ott, Mathematical Modeling of Optical Radiation Emission as a Function of Welding Power During Gas Shielded Metal Arc Welding. Health Physics 113(5), 335–346 (2017). doi: 10.1097/HP.0000000000000709
- www.baua.de/dok/8749430
- H.-D. Reidenbach, Gutachten zur biologischen Wirksamkeit gepulster inkohärenter optischer Strahlung. baua: Bericht (2018). doi: 10.21934/baua:bericht20180411
- S. Bauer, H. Holtschmidt und G. Ott, Ultraviolet germicidal efficacy as a function of pulsed radiation parameters studied by spore film dosimetry. Journal of Photochemistry and Photobiology, B: Biology 178, 69–75 (2018). doi: 10.1016/j.jphotobiol.2017.10.027
- G. Ott und S. Bauer, Bewertungsdefizite bei gepulster inkohärenter optischer Strahlung. Technische Sicherheit 8(3), 35–39 (2018).
- Verordnung zur arbeitsmedizinischen Vorsorge (ArbMedVV). Bundesgesetzblatt I S. 2768 (2008). Zuletzt geändert am 15.11.2016. www.gesetze-im-internet.de/arbmedvv
BAuA-Projektbündel (www.baua.de/schweissen)
F 2368 Optische Strahlungsbelastung beim Schweißen – Erfassung und Bewertung
- Untersuchung der optischen Strahlungsemission des Lichtbogenplasmas bei unterschiedlichen Schweißverfahren und Prozessparametern [8]
- Ableitung mathematischer Emissionsmodelle [9]
- Vereinfachung der Gefährdungsbeurteilung – Drehscheibe Lichtbogenschweißen [10]
F 2377 Biologische Wirksamkeit von intermittierender und
gepulster inkohärenter optischer Strahlung
- Erstellung eines wissenschaftlichen Gutachtens [11]
- Nachweis erhöhter Desinfektionsraten von gepulster im Vergleich zu kontinuierlicher IOS [12]
- Überprüfung der bestehenden Expositionsgrenzwertkonzepte [13]
- Gepulste in-vitro UV-Bestrahlungsexperimente menschlicher Hautproben
F 2422 Anforderungen für Schutzkomponenten beim Schweißen
- Reflexion und Transmission am Schweißarbeitsplatz
- Empfehlungen für normative Anpassungen bei Schweißerschutzkleidung
- Einsatz reflexionsarmer Materialien für den Schweißarbeitsplatz und benachbarte Bereiche
 Foto: privat
Foto: privatAutor: Dr. Stefan Bauer
Bundesanstalt für Arbeitsschutz und Arbeitsmedizin (BAuA), Gruppe 2.2 Physikalische Faktoren
Linktipps
- Plakat „Vorschriften und Maßnahmen zur Lasersicherheit“: www.bgetem.de/medien-service/regelwerk-und-informationsmaterial > Medienverzeichnis > Produktsuche, Suchbegriff: Vorschriften und Maßnahmen zur Lasersicherheit
- BAuA-Handlungshilfe „Drehscheibe Lichtbogenschweißen“: https://shop.baua.de baua: Praxis, Suchbegriff: Drehscheibe Lichtbogenschweißen







{kind=link}