






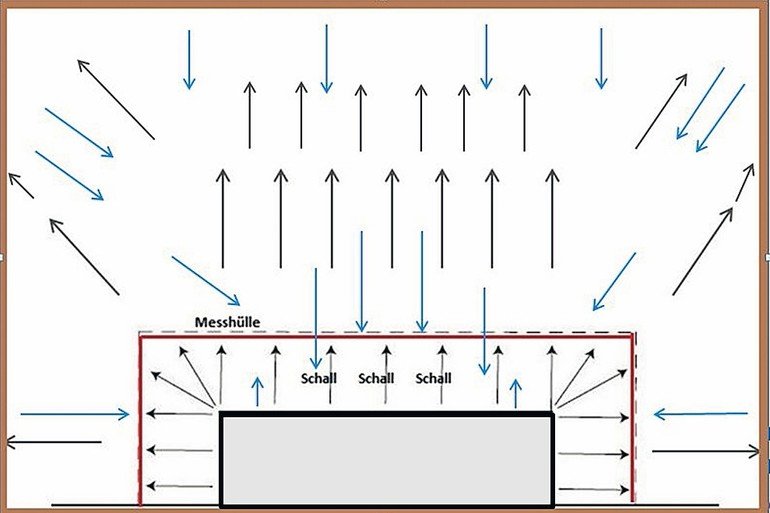
Eine europäische Studie zeigt: Die Angaben zu Lärm sind bei 80 Prozent der Betriebsanleitungen von Maschinen nicht belastbar. Hersteller der Maschinen wiederum klagen, dass gegenwärtige Messverfahren zur Erhebung akustischer Maschinenkenndaten zu komplex und/oder zu teuer sind. Die Berufsgenossenschaft Nahrungsmittel und Gastgewerbe (BGN) hat nun die vorhandenen Präzisionsmessverfahren hinsichtlich ihrer

 SifaPlus-Beiträge und das große Archiv erhalten!
SifaPlus-Beiträge und das große Archiv erhalten!Unsere Webinar-Empfehlung
Es gibt viele Fälle, in denen die Fallhöhe für eine herkömmliche Absturzsicherung nicht ausreicht. Beispiele für Arbeiten in geringer Höhe sind z.B. der Auf- und Abbau von Gerüsten, die Wartung von Industrieanlagen und Arbeiten in Verladehallen sowie Anwendungen in der Bahn und…
Teilen:






{kind=link}