







Beim Schweißen kommen oft ungeeignete Handschuhe zum Einsatz, die nicht den nötigen Schutz bieten, sondern zu einer zusätzlichen Gefährdung führen. Schweißerschutzhandschuhe müssen hohe Anforderungen erfüllen, zum Beispiel Funken und Metallspritzer abhalten, sollten aber auch gute Fingerfertigkeit und gutes Tastgefühl ermöglichen. Dieser Beitrag zeigt die Leistungsanforderungen, erklärt die Kennzeichnung und gibt Tipps für die Auswahl.
Frank Zuther
Die Gefährdungen beim Schweißen sind vielfältig. Schweißerschutzhandschuhe müssen daher nicht nur effektiv vor thermischen und mechanischen Belastungen schützen, sondern auch gewisse ergonomische Anforderungen erfüllen. Das Unterschätzen der Gefährdungen, die mangelhafte Information und eine fehlerhafte Produktauslobung führen häufig zum Einsatz ungeeigneter Produkte.
Die Beratungskompetenz im Fachhandel ist sehr unterschiedlich, jedoch nicht selten erschreckend gering oder gar nicht vorgesehen. Daher werden oft Schutzhandschuhe angeboten, die wie Schweißerschutzhandschuhe aussehen, aber nicht im Geringsten die notwendige Mindestleistung (Schutzprofil) erfüllen. Derartige Handschuhe schützen den Anwender nicht ausreichend. Sie können im Gegenteil zu einer zusätzlichen Gefährdung führen.
Als Konsequenz einer fehlenden oder falschen Beratung kommen in der betrieblichen Praxis leider noch zu oft Handschuhe zum Einsatz,
- die kein CE-Kennzeichen tragen,
- die der Kategorie 1 entsprechen (ohne Baumusterprüfung und ohne normenkonforme Leistungsbeschreibung)
- die eine unzureichende oder falsche Kennzeichnung haben,
- die ohne Benutzerinformation geliefert werden,
- die den ergonomischen Anforderungen nicht entsprechen (Einheitsgrößen)
Derartige Handschuhe sind für Schweißarbeiten ungeeignet!
Schutzleistung von Schweißerschutzhandschuhen
Die allgemeinen Anforderungen an die Schutzleistung, Unschädlichkeit und Ergonomie sind für Schweißerschutzhandschuhe, wie für alle zur persönlichen Schutzausrüstung zählenden Handschuhe in der „Grundnorm“ EN 420 beschrieben. Eine Ausnahme bilden die Handschuhlängen, die sich im Falle von Schweißerschutzhandschuhen aufgrund der spezifischen Gefährdungen von anderer PSA unterscheiden. In der EN 420 werden auch Angaben zur Reinigung, Kennzeichnung und Information gegeben.
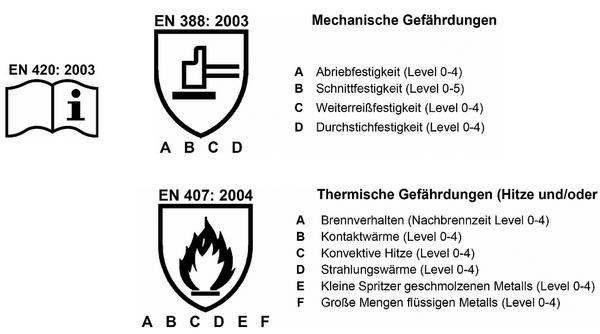
Die EN 420 befasst sich nicht mit den schützenden Eigenschaften von Handschuhen. Sie verweist dazu auf die spezifischen Normen, in denen Prüfverfahren zur Leistungsbeschreibung von Schutzhandschuhen behandelt werden. Im Falle von Schweißerschutzhandschuhen sind das die EN 12477 (Schweißerschutzhandschuhe), in der die Mindestanforderungen an die mechanischen und thermischen Beständigkeiten entsprechend den in den Normen EN 388 (mechanische Risiken) und EN 407 (thermische Risiken) beschriebenen Prüfverfahren festlegt sind. In der EN 12477 werden ferner die Mindestlängen von Schweißerschutzhandschuhen definiert (Tab. 1).
Schweißerschutzhandschuhe werden gemäß EN 12477 in die beiden Ausführungen A und B unterteilt. Diese beiden Ausführungen unterscheiden sich abhängig von den Anforderungen an die Fingerfertigkeit hinsichtlich der Mindestanforderungen an die mechanischen und thermischen Schutzeigenschaften. Eine Übersicht dazu gibt Tabelle 2.
Schutzhandschuhe für das Lichtbogenschweißen bei üblicher Verwendung müssen zudem einen elektrischen Mindestwiderstand bis 100 V (Gleichstrom) aufweisen.
Korrekte Kennzeichnung
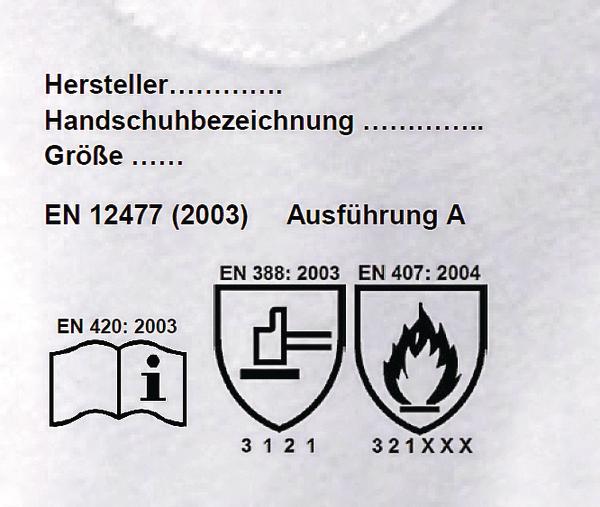
Gemäß EN 420 muss der Handschuh wie folgt gekennzeichnet sein.
- 1. CE-Kennzeichnung
- 2. Name, die Handelsmarke oder andere Erkennungsmerkmale des Herstellers
- 3. Handschuhbezeichnung zur eindeutigen Identifizierung des Produkts.
- 4. Piktogramm(e), falls Prüfungen aus den entsprechenden Normen erfüllt werden. Dies kann auf dem Handschuh selbst oder als „Fähnchen“ im Handschuh angebracht sein.
- Piktogramm „aufgeschlagenes Buch“ (Information, EN 420)
- Piktogramm für Hitze und/oder Feuer einschließlich Leistungslevel (EN 407),
- Piktogramm für mechanische Gefährdung einschließlich Leistungslevel (EN 388)
- die Nummer der Norm EN 12477,
- die Buchstaben A, B oder A/B entsprechend der Ausführung.
Auf der Handschuh-Verpackung muss angegeben werden:
- 1. die Nummer der Prüfnorm (EN 12477)
- 2. die Buchstaben A oder B entsprechend der Ausführung
- 3. Piktogramm für Hitze und/oder Feuer inkl. Leistungslevel (EN 407)
- 4. das Piktogramm für Schutzhandschuhe gegen mechanische Gefährdungen (EN 388) darf, muss aber nicht angebracht werden. Falls es angebracht wird, sind die Leistungslevel anzuführen.
Ein spezielles Piktogramm für Schweißerschutzhandschuhe gibt es derzeit nicht.
Herstellerinformation
Die Herstellerinformation ist die Gebrauchsanleitung des Schweißerschutzhandschuhs. Die EN 420 beschreibt, welche Informationen der Hersteller darin geben muss.
Zusätzlich muss der Hersteller:
Informationen angeben über den empfohlenen Gebrauch des Handschuhs
- Handschuhe der Ausführung B werden empfohlen, wenn eine hohe Fingerfertigkeit erforderlich ist, z.B. beim WIG-Schweißen.
- Für die übrigen Schweißverfahren werden Handschuhe der Ausführung A empfohlen.
Zudem muss der Hersteller angeben, dass
- es z. Z. kein genormtes Prüfverfahren für die Durchlässigkeit von UV-Strahlung von Handschuhmaterialien gibt. Gegenwärtig werden Schutzhandschuhe für Schweißer jedoch so hergestellt, dass sie üblicherweise keine UV-Strahlung durchlassen.
- es mit Lichtbogen-Schweißvorrichtungen nicht möglich ist, alle Schweißspannung führenden Teile gegen betriebsbedingten Direktkontakt zu schützen.
Falls Handschuhe für Lichtbogen-Schweißen vorgesehen sind, ist folgendes anzugeben:
- Diese Handschuhe bieten keinen Schutz gegen Stromschlag, der durch defekte Geräte oder Berühren von spannungsführenden Teilen verursacht wird.
- Nasse, verschmutzte oder mit Schweiß vollgesogene Handschuhe haben einen verringerten elektrischen Widerstand, was das Risiko eines Stromschlags erhöht.
Tipps zur Auswahl
Schweißerschutzhandschuhe sollten – wie alle anderen Schutzhandschuhe auch – korrekt gekennzeichnet sein. Bei einer falschen oder fehlerhaften Kennzeichnung sollte der Handschuh nicht zur Auswahl herangezogen werden.
Handschuhe der Kategorie 1 sollten nicht eingesetzt werden, da ihre Schutzleistung nicht ausreicht und nicht in notifizierten Prüfinstituten belegt wurde.
Liegen keine Herstellerinformationen, wie Konformitätserklärung, Baumusterprüfung, technische Datenblätter etc. vor, und werden diese auch nach Aufforderung nicht gesendet, so sollte der Handschuh nicht verwendet werden.
Bei Schweißerschutzhandschuhen sollten sich keine Funken oder kleine Metallspritzer in Nähten festsetzen können, sondern gut am Handschuh abrollen. Die Nähte sollten aus hitzebeständigem Garn (z.B. Kevlar) bestehen. Wurde der Handschuh mit Doppelnähten vernäht, so werden meistens höhere Standzeiten erreicht.
Bei mechanisch hochbelastbaren Handschuhen mit hoher Materialstärke kann es im Innern des Handschuhs zu einem Scheuern durch die Naht kommen. Günstig ist es daher, wenn die Nähte innen abgefüttert sind, sofern der Handschuh keine Vollfütterung enthält.
Natürlich sollte der Handschuh eine gute Passform aufweisen. Insbesondere bei Schweißerschutzhandschuhen der Ausführung B sollte er eine sehr gute Fingerfertigkeit bieten und ein gutes Tastgefühl ermöglichen.
Daneben sollte die Bauart für die Schweißtätigkeit geeignet sein und das Handschuhmodell in verschiedenen Größen angeboten werden, damit der Handschuh optimal passt. Produkte, die dazu dienen, die Gesundheit zu erhalten und Verletzungen zu verhindern, müssen – wie der Gesetzgeber es vorgibt – sorgfältig ausgewählt werden. Ihre Schutzleistung muss für die Risiken bei der Tätigkeit ausreichend sein. Der Arbeitnehmer sollte sich informieren und auf geeigneten, qualifizierten Schutz bestehen.
Der Einsatz der zur Verfügung gestellten persönlichen Schutzausrüstung (PSA) sollte immer begründet und dokumentiert sein. Die Produkte sollten nur vom qualifizierten, beratenden Fachhandel bezogen werden, der Markenprodukte bekannter Hersteller führt, für die alle erforderlichen Produktdaten entsprechend der relevanten Normen vorliegen. Der Hersteller sollte für Fragen beratend zur Verfügung stehen. Verzichten Sie auf No-Name oder unbekannte Marken beziehungsweise Hersteller.
Informieren sie sich beim Bundesverband Handschutz (BVH) e.V. und den Mitgliedsunternehmen unter www.bvh.de.
Berichtigung
Aufmerksame Leser haben uns zurecht darauf hingewiesen, dass Bildunterschriften im Artikel „Sicher und gesund Schweißen, Teil 2: „Vorsicht Stromschlag“ in der Ausgabe 2/2013 vertauscht wurden. So zeigt das Bild auf Seite 7 das WIG-Schweißverfahren und nicht wie angegeben das MAG-Schweißen und im Bild auf Seite 8 ist ebenfalls nicht das MAG-Verfahren wiedergegeben, sondern das Lichtbogenhandschweißen. Wir danken für die Hinweise.
Sich und andere effektiv schützen



Sicher und gesund schweißen, Teil 3: Gefahrstoffe, Strahlung, Lärm
Neben der Gefahr von Stromverletzungen bringt Schweißen noch andere Gefährdungen mit sich. Dazu gehören krebserregende Stoffe in Schweißrauchen, künstliche UV-Strahlung, die Augen und Haut schädigt, oder Lärmwerte weit über 80 dB(A). Aber Schweißer können sich effektiv schützen. Lesen Sie, welche technischen Vorrichtungen es gibt und welche Persönliche Schutzausrüstung wann geeignet ist.
Dipl.-Ing. Bodo Kälble
Je nach Schweißverfahren entstehen gas- und partikelförmige Gefahrstoffe, die Schweißrauche. Diese sind, je nach Zusammensetzung, lungenbelastend, das heißt, sie lagern sich in der Lunge ab und schränken die Atmung ein oder sind gar giftig oder sogar krebserregend. Schweißrauche können zu Berufskrankheiten führen. Beim Elektroschweißen von hochlegierten beziehungsweise Edelstählen ist mit der Entstehung von Chrom-6-Verbindungen und Nickeloxyden zu rechnen, welche als krebserregend eingestuft sind. Die übrigen Verfahren erzeugen eine Vielzahl von zumindest lungenbelastenden Stoffen, wie zum Beispiel Eisenoxyd.
Beim Elektroschweißen von hochlegierten Stählen ist eine Absaugung unabdingbar. Die Gefahrstoffverordnung schreibt bei krebserzeugenden Stoffen das Gebot der Minimierung vor. Mitarbeiter, die Umgang mit diesen Stoffen haben, müssen an Vorsorgeuntersuchungen teilnehmen. Die Gefährdungsbeurteilung kann lediglich beim WIG-Schweißen von unlegierten Stählen in Innenräumen eine natürliche oder lufttechnische Raumlüftung zulassen. In allen anderen Fällen ist eine Absaugung, also eine Erfassung an der Entstehungsstelle, notwendig.
Absaugung hat Vorrang vor Lüftung
Eine Hallenlüftungsanlage mit Filter verbessert während des Betriebes zwar die Luftqualität in der Halle, erfasst aber die entstandenen Gefahrstoffe nicht an ihrer Entstehungsstelle. In der Regel werden die Gefahrstoffe erst erfasst, wenn sie den Atembereich des Schweißers und gegebenenfalls weiterer Kollegen passiert haben. Eine Absaugung hat daher immer Vorrang vor einer technischen Lüftung.
Bei allen Lichtbogenschweiß- und ‑trennverfahren, außer beim WIG-Schweißen, muss in Gebäuden davon ausgegangen werden, dass die heute gültigen Arbeitsplatzgrenzwerte (AGW) für alveolengängigen (Alveole=Lungenbläschen) Staub von 3 mg/m³ Luft und für lungengängigen Staub von 10 mg/m³ Luft nicht eingehalten werden können.
Brenner mit integrierter Absaugung
Die optimalste Erfassung des Rauches bieten MIG- / MAG-Brenner mit integrierter oder aufgesetzter Absaugung. Hier haben die Schweißer oft Vorbehalte, dass die Brenner zu klobig seien, Ecken nicht erreichbar sind. Neuere Brenner verfügen über abnehmbare oder zurückschiebbare Absaugglocken, so dass mit diesen Brennern auch in Ecken hinein geschweißt werden kann.
Oft wird auch geäußert, dass es Qualitätsprobleme gibt, weil das Schutzgas abgesaugt wird. Fakt ist, der Absaugstrom ist einzustellen und einmal optimiert kaum nachzuregeln. Betriebe, die konsequent auf solche brenneradaptierte Absaugungen umgestellt haben, entwickelten sehr schnell ein Gefühl dafür, wie die Absaugung einzustellen ist. Nach einer kurzen Eingewöhnungszeit werden die neuen Brenner wie selbstverständlich eingesetzt.
Hochvakuumabsaugung
Gerne verwendet werden Brenner mit einer aufgesetzten Hochvakuumabsaugung, da diese lediglich ein circa kugelschreiberdickes Röhrchen auf dem Brenner aufweist. Das Röhrchen führt mit dem Schlauchpaket zur Hochvakuumanlage, welche sich „huckepack“ auf das Schweißgerät montieren lässt. Das zusätzliche Gewicht aus dem Schlauchpaket ist für den Schweißer kaum feststellbar. Bei Einzelgeräten belaufen sich die Kosten für die Nachrüstung auf ca. 2.500 bis 3.000 Euro.
Gerichtete Strömung
Bei Verfahren, die keine direkte Brennerabsaugung zulassen, ist nach Möglichkeit eine gerichtete Strömung weg vom Schweißer, zum Beispiel mittels Absaugwand oder abgesaugtem Schweißtisch, einzustellen. Sinnvoll ist die Berücksichtigung der Thermik, heiße Schweißrauche steigen auf! Unter Umständen ist es sogar zweckmäßig, die Absaugung durch eine geeignete Frischluftzufuhr zu unterstützen. Absauggeräte mit Rüssel sind bei kleinen Schweißbauteilen eine gute Alternative, allerdings muss sie der Schweißer platzieren. Dies führt bei häufigen Positionswechseln oder langen Schweißnähten dazu, dass der Schweißer sie nicht nachzieht und letztlich gar nicht mehr benutzt.
Geeignete PSA
In Einzelfällen reicht eine Absaugung und Zuluft nicht aus. In diesen Fällen muss der Unternehmer eine geeignete persönliche Schutzausrüstung, zum Beispiel Schutzhelm mit Lüftung und Filter, bereit halten. Sind erstickende Gase zu erwarten, ist eine von der Umgebungsluft unabhängige Lüftung des Helms sicherzustellen. Die Verwendung von Sauerstoff zur Atemluftanreicherung ist wegen seiner brandfördernden Wirkung verboten. Atemschutzmasken zu tragen stellt eine zusätzliche Belastung dar. Die täglichen Tragezeiten sind daher auf 220 Minuten beschränkt. Papiermasken liegen nie dicht am Gesicht an. Sie sind daher für den Einsatz bei Schweißrauch nicht geeignet.
Erstickungsgefahr: Regeln für enge Räume berücksichtigen
Bei den Gasschweiß- und ‑trennverfahren ist mit nitrosen Gasen zu rechnen. Diese wirken, wie die Schutzgase bei den elektrischen Verfahren, erstickend. Da sie bis auf wenige Ausnahmen, wie Wasserstoff und Erdgas, schwerer als Luft sind, sammeln sie sich in Senken. Aus Behältern, Kellern, Gruben oder Senken sind gasführende Brenner und Schlauchpakete bei Arbeitsunterbrechungen daher zu entfernen. Bereits kleine Leckagen führen dazu, dass der atembare Sauerstoff verdrängt wird. Während des Aufenthalts unter solchen Gegebenheiten sind die Regeln für enge Räume zu berücksichtigen (Absaugen, Be- und Entlüften, Wache außerhalb des Gefahrenbereiches, geeignete Rettungseinrichtungen u.v.m.).
Künstliche optische Strahlung: Sich selbst und Dritte schützen
Auch allen Schweißverfahren gemeinsam ist eine mehr oder minder hohe Gefährdung durch optische Strahlung. Im Lichtbogen entsteht UV-Strahlung, welche zu Verblitzen der Augen und zu Verbrennungen der Haut, umgangssprachlich „Schweißer-Sonnenbrand“, führen kann. Solche Verbrennungen können Hautkrebs verursachen. Jüngste Erhebungen zeigen, dass Gasflammen einen hohen UV-Strahlungsanteil genau in dem Wellenlängenbereich aufweisen, der Hautkrebs hervorrufen kann. Sehr hohe Werte erzielt zum Beispiel das Glasblasen. Einzig beim Unterpulverschweißen ist die Gefährdung gering, da der Lichtbogen durch das Pulver abgedeckt ist. In allen anderen Fällen sind persönliche und Maßnahmen zum Schutz Dritter notwendig. Geeignet sind UV-undurchlässige Schweißerschutzkleidung und an das Verfahren angepasste UV-Sichtschutzgläser in Brillen und Schutzschilden. Dritte werden durch genormte Sichtschutzvorhänge geschützt. Reflexionen, insbesondere in engen Räumen, wie zum Beispiel Edelstahlbehältern, sind ebenfalls zu berücksichtigen.
Lärm: Gehörschutz hilft
Bis auf das Unterpulver‑, das WIG- und das Gasschweißen sind die Schweißverfahren laut und weisen Lärmwerte von teils weit über 80 dB(A) auf. Aber selbst Gasschweißer unterliegen oft einer Lärmvorsorgepflicht, da sie Bleche mittels Schneiden und Schleifen vorbereiten müssen. Bei diesen Tätigkeiten gewährleistet getragener Gehörschutz ein lange gesundes Gehör.
Auf die organisatorischen Maßnahmen wird im letzten Teil der kleinen Reihe zum gesunden und sicheren Schweißen eingegangen.
Schriften
Im Internet und bei den Berufsgenossenschaften sind die folgenden Regeln und Informationen kostenfrei zu beziehen:
- TRGS 528 „Schweißtechnische Arbeiten“
- BGI 534 „Arbeiten in engen Räumen“
- BGI 743 „Nitrose Gase beim Schweißen, Schneiden und bei verwandten Verfahren“
- BGI 593 „Schadstoffe beim Schweißen und bei verwandten Verfahren“
Unsere Webinar-Empfehlung
Es gibt viele Fälle, in denen die Fallhöhe für eine herkömmliche Absturzsicherung nicht ausreicht. Beispiele für Arbeiten in geringer Höhe sind z.B. der Auf- und Abbau von Gerüsten, die Wartung von Industrieanlagen und Arbeiten in Verladehallen sowie Anwendungen in der Bahn und…
Teilen:







{kind=link}